































O corte a laser é um método de processamento altamente eficiente, preciso e flexível, amplamente utilizado na indústria automóvel, aeroespacial, de máquinas de construção e no fabrico de equipamentos pesados. Embora as máquinas de corte a laser continuem a avançar, podem ainda ocorrer problemas comuns na produção real, resultando numa redução da qualidade do corte, menor eficiência ou aumento dos custos.
Com base na sua vasta experiência no setor, a Han's Laser resumiu os problemas e soluções mais comuns para o corte a laser, fornecendo referências práticas para operadores e fabricantes. Quer esteja a utilizar uma máquina de corte a laser de baixa potência de nível básico ou um sistema de corte a laser de alta potência e alta qualidade, as seguintes orientações irão ajudá-lo a melhorar a qualidade do corte e a produtividade.
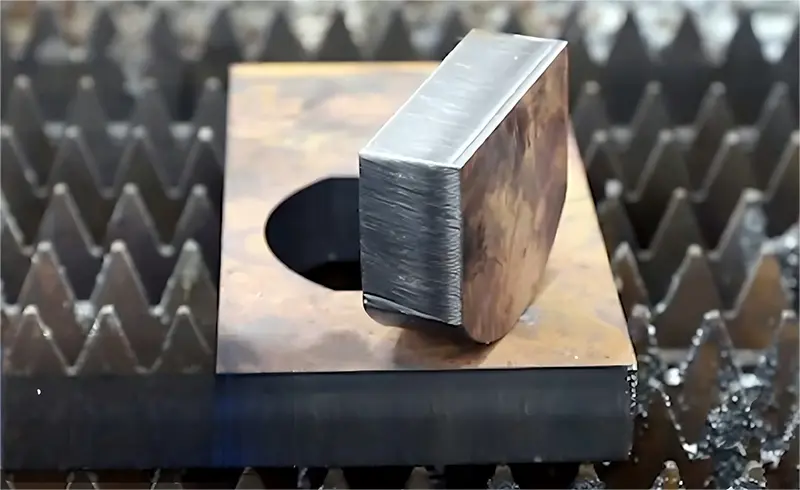
1. Rebarbas ou arestas ásperas na superfície de corte
Sintomas: Bordas de corte ásperas ou irregulares, com rebarbas ou linhas irregulares.
Possíveis causas:
📌Potência do laser insuficiente para fundir completamente o material
📌Velocidade de corte muito rápida, tempo insuficiente para completar o corte
📌Posição incorreta do ponto focal, reduzindo a densidade de energia
📌Pressão inadequada do gás auxiliar, escória não removida
📌Utilização de uma única configuração de parâmetros para todos os materiais sem ajuste
📌Componentes óticos contaminados (lente ou bico)
Soluções:
☑️Aumente a potência do laser e reduza a velocidade de corte
☑️Recalibre o foco, mantendo-o ligeiramente abaixo da superfície do material
☑️Ajuste a pressão do gás auxiliar para uma remoção mais suave da escória
☑️Defina os parâmetros de acordo com o tipo e a espessura do material
☑️Limpe regularmente as lentes, bicos e espelhos para manter a qualidade do feixe

2. Fusão excessiva ou corte largo
Sintomas: Linhas de corte mais largas do que o esperado, as arestas parecem sobreaquecidas ou derretidas.
Possíveis causas:
📌Potência do laser demasiado elevada, causando sobreaquecimento
📌Velocidade de corte muito lenta, levando à acumulação de calor
📌Foco ou altura do bico incorretos
📌Baixo caudal de gás auxiliar
📌Materiais espessos ou baixa condutividade térmica
📌Baixa qualidade do feixe ou instabilidade
Soluções:
☑️Reduza as definições de potência de acordo com a espessura do material
☑️Aumente a velocidade de corte para minimizar a exposição ao calor
☑️Recalibre o foco e a altura do bico
☑️Garantia de fornecimento de gás estável e suficiente
☑️Otimize os parâmetros para materiais espessos ou difíceis de processar
☑️Verifique regularmente a fonte do laser e o percurso do feixe
3. Superfície de corte irregular ou arestas onduladas
Sintomas: Padrões ondulados, lisura inconsistente nas superfícies de corte.
Possíveis causas:
📌Saída de potência do laser instável
📌Velocidade de corte irregular
📌Desvio do ponto focal
📌Folhas de material deformadas ou irregulares
📌Vibrações da máquina ou componentes soltos
📌Fluxo irregular do gás auxiliar
Soluções:
☑️Utilize uma fonte de alimentação estável e garanta uma saída consistente
☑️Mantenha uma velocidade de corte constante
☑️Calibre regularmente o sistema de focagem
☑️Nivele e fixe as folhas de material antes do corte
☑️Aperte as peças mecânicas e verifique os carris-guia
☑️Utilize reguladores de caudal para estabilizar a pressão do gás
4. Faíscas anormais durante o corte
Sintomas: Faíscas excessivas ou irregulares durante o corte.
Possíveis causas:
📌Potência do laser muito elevada
📌Velocidade de corte muito lenta, provocando sobreaquecimento
Soluções:
☑️Reduza as definições de potência do laser
☑️Aumente a velocidade de corte para minimizar o stress térmico
5. Corte Incompleto ou Falha de Penetração
Sintomas: Peça de trabalho não totalmente separada, permanece a colagem parcial.
Causas Possíveis:
📌Potência do laser insuficiente
📌Velocidade de corte muito rápida
📌Lente ou bico contaminados
📌Ponto focal incorreto
📌Materiais altamente refletores (alumínio, aço inoxidável)
Soluções:
☑️Aumente as definições de potência
☑️Reduza a velocidade de corte
☑️Limpe ou substitua os componentes óticos
☑️Reajuste o ponto focal
☑️Pré-limpar ou tratar as superfícies dos materiais refletores

6. Marcas de queimadura ou descoloração nas extremidades
Sintomas: Descoloração castanha, amarela ou preta ao longo das bordas cortadas.
Possíveis causas:
📌Aporte de calor ou potência excessivos
📌O corte com oxigénio acelera a oxidação
📌Velocidade de corte muito lenta
Soluções:
☑️Reduza a potência ou mude para o modo de corte pulsado
☑️Utilize azoto ou gás auxiliar de árgon em vez de oxigénio
☑️Aumente a velocidade de corte para arestas mais limpas
7. Acumulação de escória na base do corte
Sintomas: Gotas de escória endurecidas na base do corte.
Possíveis causas:
📌Pressão insuficiente do gás auxiliar
📌Velocidade de corte demasiado lenta ou potência do laser demasiado baixa
📌Abertura ou altura incorreta do bico
Soluções:
☑️Aumente a pressão e o caudal do gás auxiliar
☑️Ajuste a velocidade e a potência de corte com base no tipo de material
☑️Otimize a altura do bico para um melhor fluxo de gás e convergência do feixe
8. Problemas de perfuração no início do corte
Sintomas: O laser tem dificuldade em perfurar o material no início.
Possíveis causas:
📌Parâmetros de perfuração incorretos (tempo ou potência)
📌Feixe laser instável
📌Superfície do material suja ou oxidada
Soluções:
☑️Aumente o tempo de perfuração ou utilize a perfuração passo a passo
☑️Estabilize a fonte do feixe
☑️Limpe a superfície do material antes do corte
Conclusão
O corte a laser oferece uma precisão, eficiência e flexibilidade incomparáveis no fabrico industrial. No entanto, a qualidade do corte depende em grande parte do ajuste fino dos parâmetros do processo, da manutenção regular do equipamento e das características do material. Desde rebarbas e marcas de queimadura a falhas de penetração, a maioria dos problemas pode ser resolvida com ajustes adequados e medidas preventivas.
Como líder global em tecnologia laser, a Han's Laser oferece aos clientes soluções avançadas de corte a laser, formação abrangente e suporte técnico ágil para ajudar a alcançar uma maior produtividade e menores custos operacionais.




 Previous
Previous




 LET’S TALK
LET’S TALK



